
Cara paling umum dilakukan dalam pembuatan lubang ulir yaitu dengan mengebor lubang pada bagian tertentu dengan ukuran yang sesuai menggunakan mata bor dan penggerusan ulirnya dengan metode tapping.
Pada komponen fastener yang hendak disambunngkan secara non-permanen harus memiliki lubang ulir betina dengan standar yang sama agar cocok menerima ulir sekrup jantan dalam memfasilitasi pemasangan rakitan yang sudah jadi.
1. Pengertian dan Fungsi Tap
Tap adalah alat potong yang dapat digunakan untuk membuat ulir dengan baik secara manual maupun menggunakan mesin.
Fungsi utama tap yaitu sebagai alat pembuat ulir, memperbaiki ulir yang sudah rusak, atau memperbesar lubang ulir.
2. Jenis-jenis Tap
Berbicara soal tap setidaknya ada beberapa jenis yang sering digunakan yaitu:
2.1. Tap Tangan Standar (Standard Hand Taps)

Tap tangan standard memiliki bentuk seperti ulir atau sekrup yang dibuat
Tangkai tap terdiri dari bagian yang bulat dan ujung tangkai tap yang dibuat berbentuk persegi dengan maksud agar sewaktu tap dipegang/dijepit dengan pemegang tap, maka ujung tangkai tap akan terjepit dengan kuat di dalam pemegang tap.
Ada dua jenis pemegang tap yang banyak digunakan, yaitu pemegang tap-T (Tee handle tap wrench) dan pemegang tap lurus (straight tap wrench). Pemegang tap-T terdiri dari lengan, badan dan cekam.
Pada bagian badan pemegang tap-T terdapat tiga buah belahan atau celah yang memanjang dan di sekitar bagian tengah badan dari pemegang tap-T terdapat ulir di mana cekam yang memiliki ulir dalam dipasang pada badan pemegang tap – T ini.
Pada pemakaiannya ujung tangkai tap dimasukkan ke dalam lubang belahan pemegang tap-T, kemudian cekam diputarkan sehingga ujung tap dijepit oleh belahan pemegang tap-T tersebut yang diketatkan oleh cekam.
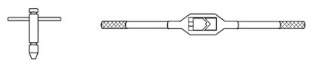
Gbr. 2 Pemegang tap-T dan pemegang tap lurus
Sementara pemegang tap lurus terdiri dari lengan, rumah, rahang gerak dan rahang tetap. Rahang gerak dapat digerakkan atau digeserkan dengan cara memutarkan lengan pemutar.
Pada pemakaiannya, ujung tap dimasukkan ke dalam rahang yang ujung-ujungnya biasanya berbentuk cowakan V. Kemudian lengan pemutar pemegang tap ini diputarkan sehingga rahang gerak akan bergeser dan akan menjepit ujung tap di antara rahang gerak dan rahang tetap.
Tap pada umumnya dibuat dari baja karbon yang dikeraskan, baja kecepatan tinggi atau high speed steel (HSS), dan untuk material yang lebih keras, tap biasanya dibuat dari baja kobalt atau dari karbida solid (solid carbide), maupun dari karbida sisipan (carbide insert taps). Ada juga jenis tap yang bahannya dilapisi dengan titanium nitride (TiN).
Dalam satu set tap tangan standar biasanya terdiri dari tiga buah tap, yaitu tap no. 1 (tapper tap), tap no. 2 (plug tap) dan tap no. 3 (bottoming tap).
Tap no. 1 memiliki ujung tap yang tirus (chamfer), di mana panjang chamfer tap no. 1 ini adalah 7 – 10 ulir. Tap no. 2 memiliki panjang chamfer 3 – 5 ulir dan tap no. 3 mempunyai panjang chamfer 1 – 2 ulir.

Gbr. 3 Panjang camfer jenis-jenis tap

Gbr. 4 Satu set tap tangan standar
Taper tap (tap no. 1) digunakan untuk memulai pengetapan pada lubang-lubang baru. Plug tap (tap no. 2) digunakan untuk melanjutkan pembuatan ulir dalam yang sebelumnya telah dikerjakan oleh tap no. 1. Dan bottoming tap (tap no. 3) digunakan untuk pengetapan akhir ulir dalam yang sebelumnya telah dikerjakan oleh taper tap dan plug tap.
Ketiga tap ini dapat digunakan untuk membuat ulir dalam pada lubang-lubang tidak tembus (lubang buntu). Dalam hal ini tap no . 3 atau bottoming tap mampu membuat ulir dalam hingga ke bagian dasar lubang buntu, di mana tap no. 1 dan tap no. 2 tidak bisa membuat ulir hingga ke bagian dasar lubang buntu tersebut.
2.2. Tap Pipa (Pipe Tap)
Tap pipa digunakan untuk memotong ulir pada sambungan-sambungan dan alat-alat bantu pipa lainnya. Pada umumnya pipa digunakan sebagai saluran untuk mengangkut cairan dan gas, oleh karena itu ulir-ulir yang dibuat pada sambungan-samhungan pipa harus memiliki suaian yang ketat untuk mencegah terjadinya kebocoran.

Gbr. 5 Tap pipa tirus dan tap pipa lurus
Tap pipa dapat dibedakan menjadi tap pipa lurus dan tap pipa tirus. Tap pipa lurus dirancang untuk mengetap ulir lurus pada lubang-lubang yang direncanakan untuk pemakaian tekanan rendah misalnya sebagai pipa penyalur bahan bakar dan minyak.
Tap pipa tirus dirancang untuk mengetap ulir-ulir tirus pada alat-alat bantu pipa yang biasanya terbuat dari logam besi (ferro) dan bukan besi yang digunakan untuk membawa cairan atau gas. Tap pipa tirus dapat juga dipakai untuk pengetapan ulir-ulir aeronautical dan pekerjaan-pekerjaan yang memerlukan ulir dengan akurasi dan kinerja yang tinggi.
2.3. Tap Ujung Spiral (Spiral Point Taps)
Tap ini memiliki bagian ujung dengan bentuk spiral dan sering disebut juga sebagai tap pistol (gun tap). Tap ujung spiral biasanya memiliki dua atau tiga galur (flute), dengan jumlah galur ini maka tap memiliki lebih banyak ruang bebas untuk tatal.

Gbr. 6 Tap ujung spiral
Bagian ujung dari tap dibentuk sedemikian rupa sehingga beram (tatal) yang dihasilkan dalam proses pengetapan akan didesak ke bagian depan ujung tap. Hal ini akan memperkecil beban pengetapan serta memperkecil terjadinya penyumbatan di dalam galur. Tap ujung spiral ini cocok digunakan untuk pemotongan ulir pada lubang tembus.
Selain terbuat dari baja kecepatan tinggi (HSS), tap ujung spiral ada juga yang dibuat dari bahan karbida yang dirancang untuk mengetap material-material yang keras dan tangguh seperti baja tahan karat, paduan titanium, inconel, besi cor dan baja dengan kekerasan hingga Rockwel C45 (RC45).
2.4. Tap Galur Spiral (Spiral Flute Taps)
Tap jenis ini memiliki galur yang berbentuk spiral. Tap galur spiral dapat dibedakan menjadi tap galur spiral biasa (tap galur spiral lambat) dan tap galur spiral cepat.
Tap galur spiral biasa memiliki sudut heliks antara 25° sampai 30° yang cocok untuk mengangkut dan mengeluarkan tatal dari lubang buntu yang dalam pada benda kerja yang terbuat dari baja atau alumunium tangguh.
Gbr. 7 Tap galur spiral biasa dan tap galur spiral cepat
Tapa galur spiral cepat memiliki sudut heliks antara 45° sampai 60° yang cocok untuk membawa dan mengeluarkan tatal dari lubang buntu yang dalam pada benda kerja yang terbuat dari logam-logam lunak.
Jadi berbeda dengan tap ujung spiral yang mengeluarkan tatal ke arah depan ujung tap, maka tap galur spiral akan mengeluarkan tatal menuju ke arah belakang atau ke arah tangkai tap.
2.5. Tap Puli (Pulley Taps)
Tap puli digunakan untuk membuat ulir dalam pada hub puli. Tap puli mempunyai tangkai yang ekstra panjang yang dapat dipakai untuk mengetap tempat atau bagian yang tidak dapat dijangkau oleh tap yang memiliki panjang tangkai standar.

Gbr. 8 Tap puli
Tap puli bisa juga digunakan untuk pengetapan umum pada komponen-komponen di mana diperlukan tap yang panjang untuk mencapai lubang-lubang yang akan ditap.
2.6. Tap Mur (Nut Taps)
Tap mur merupakan tap yang panjang yang memiliki tangkai berdiameter lebih kecil daripada ukuran bagian dalam ulir. Tap ini dirancang untuk mengetap mur dalam produksi yang besar, di mana tap mur mampu memotong ulir beberapa mur.

Gbr. 9 Tap mur
Di mana setelah pemotongan sebuah mur dilaksanakan, pekerjaan pengetapan tidak langsung dihentikan, tetapi mur-mur yang telah ditap akan ditampung pada tangkai tap yang panjang dan pekerjaan pengetapan mur-mur berikutnya dilanjutkan.
Untuk mengeluarkan mur-mur yang ditampung pada tangkai tap, dilakukan dengan cara melepaskan pemegang tap dari tangkai tap kemudian mur-mur tadi dikeluarkan melalui ujung tangkai tap.
Selain mempercepat proses pembuatan ulir pada mur-mur, pengeluaran mur melalui ujung tangkai dapat mencegah kerusakan tepi-tepi pemotong dari tap bila mur dikeluarkan dari ujung badan tap.
2.7. Tap Pembentuk Ulir (Thread Forming Taps)
Berbeda dengan tap-tap lainnya, tap pembentuk ulir tidak memotong material benda kerja yang akan dibuat ulir, tetapi tap ini melakukan pembentukan dingin dengan mengerol ulir ditempatnya dengan cara memindahkan material benda kerja.

Gbr 10 Tap pembentuk ulir
Karena material benda kerja yang dibuat ulir tidak dipotong, maka dalam pembuatan ulir dengan tap pembentuk ulir ini tidak ada tatal yang dihasilkan. Tap pembentuk ulir umumnya dipakai untuk membentuk ulir pada material yang liat, seperti alumunium, tembaga, kuningan, baja karbon rendah dan lain-lain.
Pada waktu membuat ulir dengan tap ini, karena tap tidak memotong ulir maka dianjurkan untuk membuat countersink pada permukaan lubang.
2.8. Tap Perbaikan Ulir Otomotif (Automotive Thread Restoring Taps)
Tap perbaikan ulir otomotif digunakan untuk memperbaiki ulir dalam yang rusak pada komponen-komponen otomotif tanpa terjadi pemotongan bawah (undercutting) pada ulir yang masih baik. Dalam perbaikan ulir dengan tap perbaikan ulir otomotif dapat juga mennghilangkan goresan-goresan atau torehan-torehan pada ulir.

Gbr. 11 Tap perbaikan ulir otomotif
Selain itu dikenal juga tap perbaikan ulir khusus lubang busi yang dapat memperbaiki ulir dan membersihkan jelaga (kerak karbon), partikel logam dan kotoran lainnya yang terdapat pada lubang busi.